
Rubber glove factories play a crucial role in global health and safety, providing essential protective equipment for a wide range of industries and applications. The demand for rubber gloves has surged in recent years, driven by increasing awareness of hygiene standards, particularly in healthcare, food processing, and industrial settings. Understanding the intricacies of a rubber glove factory – from raw material sourcing to quality control and distribution – is paramount to ensuring a consistent supply of reliable and effective protective gear. This knowledge is vital for businesses, healthcare professionals, and consumers alike.
The global rubber glove market is a multi-billion dollar industry, with significant production concentrated in Southeast Asia, particularly Malaysia and Thailand. These countries possess the necessary resources – natural rubber plantations and skilled labor – to meet the substantial global demand. A well-managed rubber glove factory contributes significantly to economic growth in these regions, providing employment opportunities and fostering technological advancements in manufacturing processes.
Modern rubber glove factories are increasingly focused on sustainability and innovation, adopting eco-friendly practices and developing new materials to enhance performance and reduce environmental impact. The ability to efficiently and ethically produce high-quality rubber gloves is critical for protecting workers, preventing the spread of disease, and maintaining public health globally.
The Importance of a Rubber Glove Factory

A robust rubber glove factory is the cornerstone of modern healthcare and industrial safety. These facilities aren't simply manufacturing plants; they're crucial nodes in the supply chain, impacting everything from hospital infection control to food safety and chemical handling. The efficiency and reliability of a rubber glove factory directly correlates to the protection of countless individuals across diverse sectors.
The importance extends beyond immediate safety. Quality control within a rubber glove factory ensures that the gloves meet stringent regulatory standards, guaranteeing their effectiveness against various hazards. Investment in advanced manufacturing technologies and skilled personnel within these factories are crucial for driving innovation and improving glove performance, leading to increased user confidence and safety.
FAQS
The quality of gloves hinges on several factors including the grade of rubber used (natural or synthetic), the precision of the manufacturing process, stringent quality control checks at each stage, and adherence to international standards like ASTM or EN. The factory’s investment in technology, skilled personnel, and consistent raw material sourcing also plays a vital role. A reputable rubber glove factory will have certifications to demonstrate their commitment to quality.
Many factories are implementing sustainable practices like utilizing responsibly sourced rubber, reducing water and energy consumption, and minimizing waste generation through recycling and reuse programs. Some are exploring biodegradable rubber alternatives and investing in renewable energy sources. Transparency in the supply chain and adherence to environmental regulations are also key aspects of sustainability efforts.
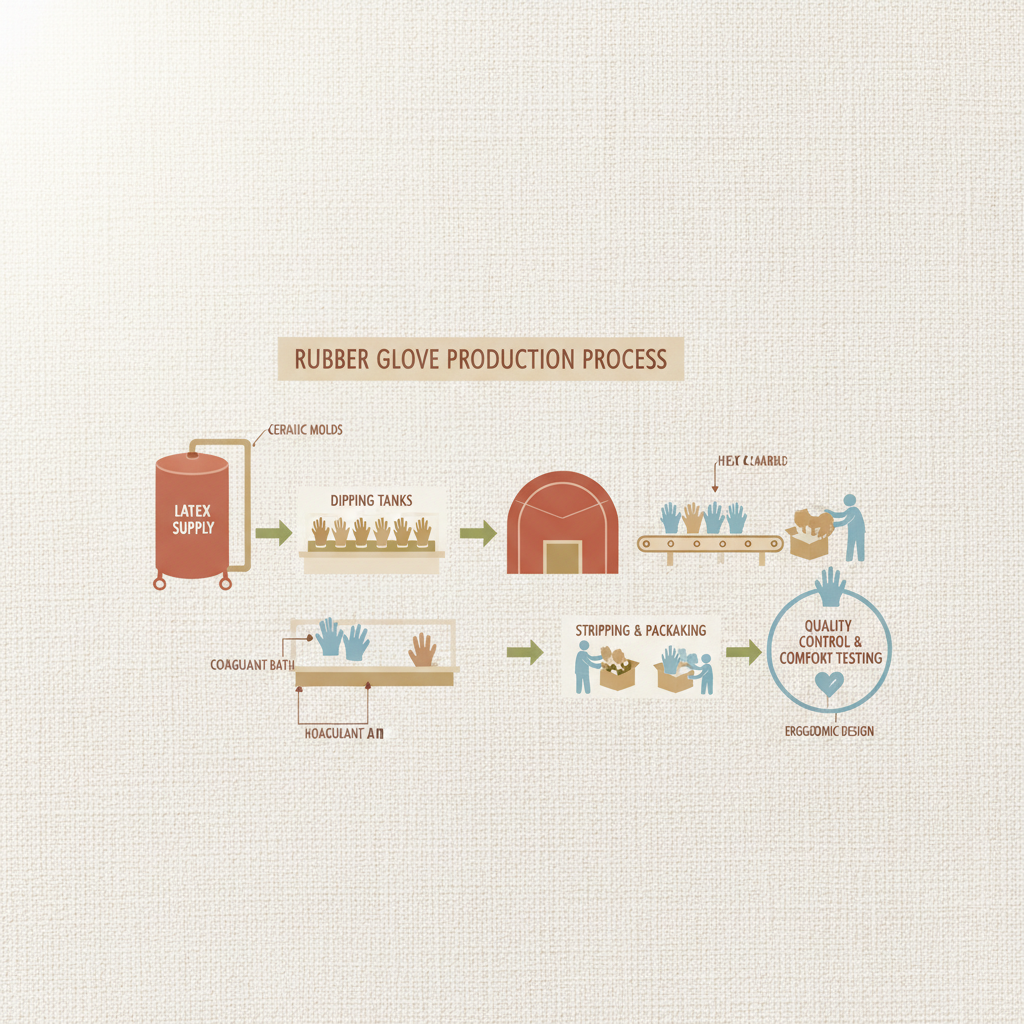
Automation is increasingly prevalent, streamlining processes like dipping, curing, washing, and packaging. This leads to increased production efficiency, reduced labor costs, and improved consistency in product quality. Automated quality control systems utilize cameras and sensors to detect defects, minimizing human error and ensuring higher standards.
Worker safety is paramount. Factories implement robust safety protocols including providing personal protective equipment (PPE), enforcing strict hygiene standards, providing comprehensive training, and ensuring proper ventilation. Regular safety audits and compliance with labor regulations are essential. Investment in ergonomic designs and automated processes also reduces the risk of workplace injuries.
Quality control measures include visual inspection for defects, physical property testing (tensile strength, elongation, puncture resistance), leak testing, and powder residue testing. Statistical process control (SPC) is used to monitor production processes and identify potential issues before they lead to defects. Compliance with international standards is regularly verified through rigorous testing and audits.
Raw material costs, particularly natural rubber latex and nitrile rubber, significantly impact pricing. Fluctuations in global commodity markets, weather patterns affecting rubber plantations, and geopolitical factors can all influence raw material prices. Factories often employ strategies like hedging and long-term contracts to mitigate these risks and stabilize pricing.
Conclusion
In conclusion, the rubber glove factory is a vital component of the global healthcare, industrial, and consumer safety landscape. From stringent quality control and sustainable manufacturing practices to innovative material development and automation, the industry is constantly evolving to meet the growing demands of a changing world. Understanding the complexities of a rubber glove factory – its processes, challenges, and future trends – is essential for businesses, policymakers, and consumers alike.
Looking ahead, continued investment in research and development, coupled with a commitment to ethical and sustainable practices, will be crucial for ensuring the long-term viability and resilience of the industry. Prioritizing worker safety, minimizing environmental impact, and embracing digital transformation will not only enhance operational efficiency but also build trust and confidence in the quality and reliability of rubber gloves worldwide. Visit our website: www.hmdglove.com.
Related Posts
-

Exploring the Crucial Role of a Modern Latex Gloves Factory in Global Supply Chains
-

Expert Industrial Hand Gloves Manufacturers for Workplace Safety Solutions
-

Comprehensive Guide to Plastic Hand Gloves Manufacturer and Industry Trends
-

Expert Insights from a Leading Nitrile Gloves Factory on Quality and Customization

Daniel Anderson
If you are interested in our products, you can choose to leave your information here, and we will be in touch with you shortly.


